home
| Pianoforte-makers
in England
BROADWOOD
in London![]()

![]()
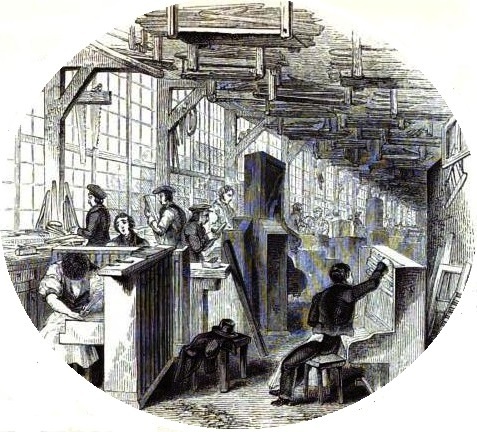
A DAY AT THE PIANOFACTORY
He had in his bed-room an old spinet,
from which, after muffling the strings to deaden the sound, he drew such
tones as it could afford, and which have been described as "weak, wiry
tones, between a cough and a chirp, elicited by keys rattling like the dry
bones of a skeleton." This principle is the striking of a stretched cord, to produce from it the tone due to its length, thickness, and tension; yet, though fundamentally the same, how different in effect are these several instruments! The modes in which the principle is modified in the several forms of instrument are curious, and may thus be briefly glanced at. The ancient psaltery (nearly the same instrument as the modern dulcimer occasionally seen in our streets) was probably the original whence all the others have emanated; and, according to Mr. Hogarth, "consisted of a square box of a small depth, over which was placed a sounding-board of fir, and on this sounding-board were stretched a set of strings of steel and brass, tuned to the notes of the scale." They were struck or played upon by two little rods held in the hands of the player. A great change was effected when the little rods were abandoned, and mechanism introduced whereby each string was provided with a lever which struck it. The lever constitutes the key of such instruments as this, and, in the form of instrument called the clavichord, was provided at the hinder end with a little brass wedge that struck the string when the front end of the key was pressed down. To improve the tone elicited from the string the brass wedge was superseded by a quill, and the instrument then acquired the names of the virginal and the spinet. As a still further improvement, it was proposed to have two strings to every note, so as to increase the volume of sound: this involved a considerable increase in the complexity of the mechanism, and the improved instrument, under the name of the harpsichord, was in high repute during the greater part of the last century. At length occurred the happy thought of dispensing with the quills, and using little wooden hammers covered with leather, as a means of eliciting the tones of the strings, a modification which gave rise to the modern pianoforte, so named, probably (although rather clumsily) from the power of the instrument in producing " piano " and "forte," or soft and loud effects. It has been said, in a recent article in the 'Westminster Review' — "With a little allowable flattery of the truth, the bookcase, in an inventory of the goods belonging to any well-ordered English house, might be designated as one of its necessary articles of furniture — not as one of its luxuries; the place of popularity among the latter being claimed by the pianoforte." Whether we rank it as an article of furniture or as a luxury, it is certain that the use of the pianoforte has become diffused in an extraordinary degree in this country. Those who can carry their recollection back over a period of thirty or forty years will remember the pianoforte as an instrument for the noble and the wealthy, sparingly seen in the houses of the middle classes; they will remember the gradual steps by which it has reached the domestic firesides of the bulk of the class just alluded to; and they will be prepared to expect that such an extension in the use must have brought along with it extensive plans of improvement, and equally extensive manufacturing arrangements: yet there are probably few, even of those who are familiar with the use of the pianoforte, who are aware of the complex mechanism of the modern instruments, or of the gigantic scale on which the manufacture is conducted. On these points we shall endeavour to offer a few words of information, which we are enabled to do by the courtesy of Messrs. Broadwood, the eminent manufacturers. This firm, which has existed in the metropolis for more than a century, is one of those by whom the pianoforte has been brought to its present state of perfection. Like moet other products of ingenuity, this instrument is indebted to many minds for its advancement. One improvement we owe to a Broadwood,
another to an Erard, others to the dementis, the Stodarts, the Tomkisons,
&c.; and all have profited by the labours of each. Whoever might conjecture that a pianoforte factory was merely a large workshop in the rear of the ware-room in which the finished instruments are sold, would be somewhat astonished at visiting the one to which we allude. In the Horseferry Road are two double gates, opening into courts or quadrangles; and in Holy well Street, three hundred feet southward of it, are two other gates, also opening immediately into the same quadrangles; and the whole of the intermediate space, spreading to a wide extent east and west, is occupied by the factory. On entering one of the gates, we find before us a long open court, occupied principally by piles and tiers and logs of wood, and bounded on either side by ranges of workshops extending three hundred feet in length. Advancing half-way along the court, we find, on either side, an archway, leading beneath the buildings to other courts or open quadrangles, one to the east and one to the west of that by which we enter: these quadrangles, like the first, arc bounded on both sides by long and uniform ranges of workshops. We are then enabled to see the extent and form of the factory. It consists of four parallel ranges of
buildings, every range lighted by windows on both sides, and having in
general three tiers or stories of workshops in height. Each range is wide enough to have in
most parts two workshops in width; and as most of the ranges are three
stories in height, there is an aggregate length ]of workshop truly enormous;
in fact it considerably exceeds half a mile —an extent to which there are
probably very few parallel instances in the metropolis. Besides these there are many others engaged in the smaller branches of the manufacture, who do not work on the premises. In many of the workshops the employment
seems to the eye of a stranger to differ but little from common joiner's or
cabinet work; while in others it has evident relation to musical
arrangements. These distinctions we may exemplify by taking a hasty glance
through all the four ranges of buildings. Then we come to shops occupied by 'packing-case makers' and 'bottom makers,' the latter of whom make the strong framing which forms the bottom of a pianoforte. Above these are workshops in which 'square-case makers,' and 'sounding-board makers' or 'belly-men,' are at work. To understand these technical terms, it may be well to remark that modern pianofortes are divided into five classes, viz., grand, semi-grand, cabinet, cottage, and square (the distinctive characters of which we shall explain farther on); that each workman generally confines his labours to one of these kinds; and that the 'case' is the hollow box in which all the mechanism of the instrument is contained. A 'squarecase maker,' then, is the workman who makes the hollow case for a square pianoforte. The 'sounding-board,' or 'belly,' is a thin plank of fir, to which some of the internal mechanism is fixed; and its use is to augment the sounds emitted by the strings: the 'belly-man' is the maker of a 'sounding-board.' The upper floor of this range, like
part of the middle floor, is occupied by 'square-case makers.' At the north
end of this building are extensive open sheds, in which mahogany and
lime-tree logs and planks are stored up for seasoning previous to use. On the ground-floor are the 'cutting-room' and the 'seasoning-room' or ' hot-room.' The former of these is the room in which the principal pieces of wood for a pianoforte are marked out and cut roughly into shape. Like the ship-builder and the coach-builder, the pianofortemaker shapes the various pieces of wood by moulds or pattern-pieces, tracing chalk-marks for the guidance of the saw. The 'seasoningroom' is one which exemplifies the scrupulous care taken in the preparation of the wood before its employment in the manufacture. Every separate piece, after having been exposed to the air for some years, is before final use brought into this room, and kept for a long time exposed to a temperature of about one hundred degrees until the fibres are brought to a state of dryness as complete as can be obtained. The 'seasoning-room' is heated by
hot-water pipes, and it is also provided with a steaming-tank for steaming
planks which are to be bent to any required curve. 'Cleaners-off' and 'polishers' occupy other portions of the floor; their employments, as the terms seem to imply, having reference to the instruments when in a nearly finished state. Adjacent to these are rooms in which finished instruments are placed before being sent from the factory. The middle floor of this range exhibits long workshops occupied by various classes of workmen, among whom are 'grand,' 'semi-grand,' 'cabinet,' and 'cottage sounding-board makers,' or 'belly-men,' whose office we have before alluded to; 'cottage-case makers,' and 'cabinet-case makers.' In continuation of the same story are shops for 'fitters-up' and ' top-makers,' the former of whom put together the various component parts made by other workmen, while the 'top-makers' fabricate the lids or covers of the instrument. On the upper floor are repetitions of
some of the arrangements seen below, such as' case-makers,' 'belly-men,' and
' finishers,' together with another class of workmen not yet spoken of —
viz., the 'keymakers.' Contiguous to the northern end of this range is a
series of sawpits, in which the logs are cut. Open sheds, too, placed in various parts of the factory, exhibit an enormous quantity of wood, most of which is of a fine and valuable character. The value and importance of the stock of timber kept on hand in an establishment of this kind rest on two grounds, the beauty and excellence of the wood itself, and the necessity for allowing every plank and log to be thoroughly seasoned before useThe log lies a long time before it is cut into planks; the planks are left through another long period before they are cut into shape for use; and the pieces thus cut are again left some time to season: so that almost every piece of wood employed in a pianoforte remains in the factory several years before it is finally used. This entails an enormous investment of
capital; for there is on the premises a stock of wood sufficient for two
years' manufacture, equivalent to about five thousand pianofortes. Besides these there are, in the east central range, a 'veneer store-room,' in which valuable fancy-woods are kept; shops for 'hammer-makers,' 'hammer-rail makers,'and 'desk-makers.' At the northern end of this range is an engine-house, and also a shed for mahogany logs. Some of the buildings, too, have flat leaded roofs, on which timber is placed for the better exposure to air and sun. Near the principal entrance to the premises, and in the same range, is the store-room of the principal foreman, in which all the smaller articles required in the manufacture are kept. This room, and the whole arrangements
connected with it, are conducted on the most scrupulous system, an
indispensable requisite where several hundred workmen are to be supplied
with working materials. It is one of the 'cabinet finishing
shops' where the cabinet pianofortes go through some of the later processes
of the manufacture: for the sake of clearness, only one-half the length of
the shop is shown in the cut. In this latter room we saw, among other costly specimens of veneer, some slabs or sheets taken from a tree which has had much notoriety, and which strikingly illustrates the value placed upon fine wood. Logs for veneers are valued partly on account of the beauty of the pattern or figure, andpartly on account of the size and soundness of the veneers which may be cut from them; and in the instance here spoken of the two qualities were combined in an unprecedented degree. It is generally known that Honduras mahogany is not so highly valued for cabinet-work as Spanish mahogany; it is therefore in the pianoforte manufacture used for some of the parts which are afterwards veneered with Spanish mahogany, rosewood, or some other kind of fancy wood. But in the present case a tree of Honduras mahogany, imported about sixteen years ago, has far exceeded in beauty any specimen of Spanish wood. The circumstance was thus alluded to in one of the volumes of the 'Library of Entertaining Knowledge,' a few years ago : — Spanish mahogany is decidedly the most beautiful: but occasionally, though not very often, the Honduras wood is of singular brilliancy; and it is then eagerly sought for, to be employed in the most expensive cabinetwork. A short time ago Messrs. Broadwood, who have long been distinguished as makers of pianofortes, gave the enormous sum of three thousand pounds for three logs of mahogany. These logs, the produce of one tree, were each about fifteen feet long, and thirty-eight inches wide. They were cut into veneers of eight to an inch. The wood, of which we have seen a specimen, was peculiarly beautiful, capable of receiving the highest polish, and, when polished, reflecting the light in the most varied manner, like the surface of a crystal; and from the wavy form of the fibres offering a different figure in whatever direction it was viewed. The price, we have been informed, is
here erroneously stated at three thousand pounds: it was about two thousand,
averaging nearly five guineas per cubic foot! The figure of this wood
somewhat resembles the ripple or small waves of water gently moved by the
wind; and perhaps from this circumstance it has obtained in the factory the
name of' ocean-wood.' The workshops on either side of this court exhibit, in addition to some similar to those before noticed, a 'turner's shop,' where the legs for pianofortes are turned; a 'stringer's shop,' where the strings are attached to some of the instruments; and shops wherein are made a number of minute pieces of mechanism connected with the keys, such as hammers, dampers, &c. This open court, too, like the others,
has its stores of timber; and at one end of the west central range is a
series of about ten or a dozen sawpits, where the logs are cut into planks. It may suffice to say that they bear some resemblance to the shops of a cabinet-maker, in relation to the materials and the tools employed. The work-benches, about three hundred in number, are placed in general transversely, with one end towards the windows; and on the side opposite to the windows are the stoves and fire-places for warming glue, and other operations in which heat is required. Overhead, in nearly all the shops, are piles of wood in various stages of preparation for the use of the workmen, and undergoing the last process of seasoning by the warm temperature of the shops. A better idea of the nature of the
several employments may perhaps be gathered by tracing, in a cursory way,
the progress of a pianoforte in its several stages of manufacture. This being the general character of the instrument, the various subdivisions are as follows. It was stated in a former paragraph that the harpsichord was an improvement on previous instruments, by having two strings to every note: this improvement has been retained in the pianoforte, together with the later one of having soft hammers instead of quills. The 'tinkling grandfather of the pianoforte,' as the clavichord has been called, had but four or five octaves; the harpsichord five or five and a half; but the pianoforte has extended its range to six and a half. These points being remembered, then, we may state, 1st. That the square pianoforte has the strings horizontal, in a rectangular case, with two strings to each note, and a compass varying from five and a half to six and a half octaves. 2nd. The cottage pianoforte has its strings arranged vertically, reaching nearly from the ground to a short distance above the level of the keys; the case is much shorter than in the square; there are two strings to each note; and the compass is generally six octaves. 3rd. The cabinet pianoforte is much higher than any other, except the upright grand, a form not now manufactured; the strings, two to each note, are ranged vertically, but, unlike those in the cottage form, are elevated wholly above the level of the keys; in general the compass is six octaves, but the most finished instruments have a compass of six and a half. 4th. The grand pianoforte is longer than any other; it is wider at one end than the other, and, unlike those hitherto mentioned, has the keys at one end; the strings are horizontal, and the chief feature whereby the instrument is distinguished is, that there are three strings to each note; the compass is always six octaves and a half, and there are thus upwards of two hundred and twenty strings. 5th. The semi-grand pianoforte is, as its name imports, a modification of the 'grand;' it has the strings horizontal; its case somewhat resembles that of the 'grand,' but it is shorter, has a compass of only six octaves, and has but two strings to a note. These are the five forms of pianoforte
now made; and the manufacture of course involves certain modifications to
suit the various forms. As a means of showing the relative proportions in
which these several forms are manufactured, we find that out of the eighty
or ninety thousand pianofortes which have been made by this firm, there have
been, to every hundred 'squares,' twenty-eight' grands,' sixteen 'cabinets,'
nine ' cottage,' and five 'upright-grands' and' semi-grands;' so that the'
squares' constitute nearly two-thirds of the whole number. The most scrupulous care is taken in the selection of wood, not only in reference to its perfect dryness, but to the combining of two or three sorts together, so that each kind of wood may render its peculiar properties in aid of the others. Nearly all the work-benches at the factory are provided with a simple but valuable arrangement for pressing and keeping together the pieces of glued wood while drying. At a height of about four feet above the bench is a horizontal board or false ceiling; and the glued pieces being laid on the bench, a number of elastic wooden rods are placed nearly vertical between the false ceiling and the bench: being longer than the interval in which they are to be placed, they can only be adjusted by a slight bending or convexity in their length; and this bending gives them a very powerful pressure on the bench beneath, or on the glued pieces placed on the bench. In some instances we saw thirty or
forty of these bent vertical rods employed on one piece of wood. When the
glueings are dry, a slight blow or jerk will remove each rod. If we open a pianoforte, especially a 'grand,' we shall see bars and rods and strengtheners of various kinds, placed in different directions, not only with a view to give form and stability to the instrument, but to resist the powerful strain to which it is exposed by the tension of the strings. This tension is truly extraordinary, and requires for its due appreciation a little consideration of the phenomena of a stretched string or wire. Let us suppose that a wire is wound round two pegs or pins placed a yard apart, and that it is merely brought into a straight line without any attempt at stretching it . If struck with a soft hammer it will yield a low sound, due to a small number of vibrations per second; but if we wish to elevate the pitch of the tone, we can do so by increasing the tension or stiffness of the wire. A tuning-key being placed on one of the pegs to which the wire is attached, the peg can be turned round and a portion of the wire wound on it: this necessarily increases the tension of the portion of wire extending between the pegs; the increase of tension increases the rapidity of vibration when the wire is struck; and this increased rapidity gives a more elevated pitch to the tone elicited. Now, in conformity with one of the laws of force, the wire pulls with a power equal to that by which it has been stretched: it tends to regain the state which it originally had, and by this tendency exerts a powerful dragging or pulling force on the pins to which its two ends are attached, and on the frame-work wherein the pins are inserted. This force is exerted by every wire, according to the tension given to it; and the aggregate force is surprisingly great. It is calculated that the two hundred and twenty-five strings or wires of a grand pianoforte exert a strain of more than twenty thousand Ibs.! This is in fact the force tending to draw together the two ends of the framework to which the wires are attached. It need hardly be observed, therefore, that the frame-work must be made with great strength. The various pieces of wood are in many places glued up, so that the grain of one component part shall extend in one direction, and that of the other at right angles to it; different kinds of wood are used in different parts; an iron rod is placed here, an iron plate there; and contrivances of various kinds are introduced to give most strength where most strain will be experienced. The «action' of a pianoforte (of which
we shall presently speak) is, perhaps, more complicated in a 'cabinet' than
in any other form; but the mechanism connected with the strings is far more
complex in the 'grand.' The adjustment of these vibrating lengths to the different strings is a matter of great delicacy, and may perhaps be rendered comprehensible by the few following remarks. There are three modes of producing an elevation of pitch in a vibrating string : 1st, by shortening the string; 2nd, by increasing its thickness; or 3rd, by increasing its tension. Now the manufacturer does not adopt any one of these methods of adjusting tones, to the exclusion of the others: he avails himself of all. Twelve strings of the same length and thickness might be so different in tension as to yield the twelve semitones of an octave; twelve strings of the same thickness and tension might be of such different lengths as to yield the twelve semitones; or, lastly, twelve strings of the same length and tension might be made to produce these effects by having the thickness different. But in practice the tones produced by either of these methods would be very defective in character. Each degree of thickness, of length, and of tension produces its own peculiar effects on the 'timbre' or quality of tone. If two strings of the same length and thickness were so stretched as to produce tones differing by an octave in pitch, one would be strained nearly to breaking, and the other would produce a dull, weak, and smothered sound. If, while producing these two notes,
the strings differed only in length or in thickness, the qualities of tone
would not be so much at variance as in the case just supposed; but still the
required equable character of tone would not be produced. The plan adopted,
therefore, is, to let the length, the thickness, and the tension all vary
together. The thickness, the length, and the
tension, all diminish (but not uniformly), from the lower to the upper
notes; tension being here used to express the force employed in stretching
the string to the required degree. In a grand pianoforte there are fourteen
different thicknesses of wire; To make and adjust this bridge is one of the most delicate operations of the 'bellyman' or 'soundingboard maker.' The curve itself is regulated by a gauge to which the maker works: so is the position which the bridge is made to occupy in the sounding-board; and so likewise are the order and arrangement of the pins inserted in it. These pins are so placed that the strings rest against them, each string being bent out of its rectilinear course by coming in contact with a pin. A portion of the string is thus effectively cut off, so far as regards the vibration; and the manufacturer is thus enabled, by the adjustment of the pins in the sounding-board, to give to the strings any vibrating length corresponding to the tones to be produced. So complex and important are these arrangements, that the strings of an improved grand pianoforte require nearly one thousand iron pins or pegs, each one inserted in a hole made with great exactness to its dimensions. The workmen called 'stringers' fix the
proper strings to the proper pins. The wire is sent from the wiredrawer in
coils about five or six inches in diameter, each coil containing enough wire
for several strings. It is perhaps scarcely too much to say that three-fourths of the improvements which the pianoforte has undergone during the present century have had relation to the 'action.' All the great firms for which the
metropolis is distinguished in this branch of manufacture have brought
forward some or other improvements in this respect; and their united labours
have raised the instrument to such a stage of perfection, that — like the
chronometer — there is little more to be wished for, unless indeed it were
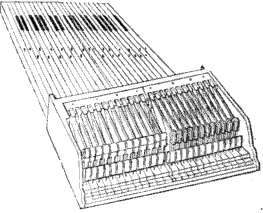
possible to obtain the sustained tones of the organ. A little examination of these keys will show that the ebony is solid, but that the ivory is merely a veneer or surface put on a substratum of wood. The white keys are made of carefully prepared lime-tree wood, which is cut after the pieces of ivory are attached.
Fig. 2 shows the appearance of the key-board while being cut up into keys. The pieces of ivory are shaped and prepared by the ivory-worker to the exact size for each key, and are glued side by side on the surface of the wood. The wood is
marked out by a gauge, and is then cut up into parallel pieces for the keys,
by means of a slight frame-saw. A notch is made in the stem or shaft of
every white key, to receive the ebony key and its stem. When all the keys
are cut, a little piece of mechanism is placed in one particular part of the
length of each, to form a fulcrum or pivot. This cut represents a 'square trebleaction,' that is, such a portion of the keys and connected mechanism as belong to about three octaves of the 'treble' crupper part of the instrument. This piece of mechanism is represented as viewed from behind, the most favourable position for displaying the intricacies of the 'action.' It is seen that there are a number of small pieces placed at various angles, and acting upon one another by various species of leverage.
But this 'action' sinks into insignificance when compared to that of a cabinet pianoforte in its most improved form. We know of few contrivances, except a watch, or a bobbin-net machine, to rival the latter in intricate combinations. One part of the mechanism attached to each key is to cause the hammer to strike on the string; another is to regulate the degree of strength or softness with which the blow is struck; a third is to prevent the rebound of the hammer after the blow; and others are to produce modifications of effect so minute that nothing but the most refined skill in pianoforte-playing could render them either appreciable or necessary. Indeed the advance of the manufacture, and the advance of the players in skill, reciprocally measure each other: for while on the one hand the resources of the instrument were never thoroughly known until a Liszt, a Thalberg, a Herz, or a Moscheles developed them; so on the other hand these great players would never Imve been able to produce the exquisite effects for which they are so celebrated, unless the manufacturers had made important and repeated advancements in the progress of the instrument towards perfection.
Yet this 'action,' complex as it appears, can give but a faint idea of the minute details involved in the mechanism. Nearly the whole of the long slender rods, the levers, &c., here seen have nothing to do with the striking of the strings: they relate merely to the production of some of those delicate effects, those minute shades of tone, which are not sought for in the average style of instruments. The mechanism here seen forms the
'front action;' and on this heing removed, another series, still more
complex than this, is displayed; and on the removal of this latter, which is
the ' action' properly so called, we see the strings themselves, the
percussion of which is the object of all this intricate assemblage. This has been kindly done for us by one of the superintendents; and we find that in one of Messrs. Broadwood's most improved six-and-a-half octave pianofortes (for which, we believe, a patent has been taken out) the mechanism connected with the 'action' consists of about three thousand eight hundred separate pieces of ivory, ebony, cedar, sycamore, lime-tree, mahogany, beef-wood, oak, pine, steel, iron, brass, lead, cloth, felt, leather, and vellum. Every one of these has to be fashioned with the most scrupulous exactness, and as scrupulously adjusted to its place. Many of the pieces are not more than a quarter of an inch square, some even less. The qualities of all the varieties of wood are closely studied, in order to determine their particular aptitude for the different parts, and it is thus that so many as seven or eight kinds are used in the 'action' alone. One kind is preferred because slender rods made of it will not warp; another kind because the grain is straight; a third because it is hard and smooth; a fourth because it is soft and smooth ; and so on. Some of the rods are as much as three
feet long, and only a sixth or seventh of an inch in thickness. To give the
technical terms applied to all these little pieces would be of no use; for
after saying that the key acts on the 'grasshopper,' and the ' grasshopper'
on the 'under-hammer,' and the 'under-hammer ' on the 'sticker,' and the
'sticker' on the' hammer,' and the 'hammer' on the string, we have done but
little towards explaining the particular construction and action of each. One of the workshops is entirely occupied by the 'key-makers,' who prepare the limetree of which the body of the key is made, glue on the pieces of ivory, cut the keys to their required widths, arrange the little pin or fulcrum, &c. Other workmen make the slender cylindrical rods of pine or of pencil cedar. Some are forming the 'hammers,' others the 'underhammers,' the 'dampers,' the 'grasshoppers,' &c. An important and very curious part of the labour is the adjustment of the little pieces of vellum, cloth, felt, and leather. Vellum is used for the hinges of some of the minute parts; the two ends or edges of the vellum being glued into slits in the two pieces which are to be hinged together; and it thus forms a hinge peculiarly delicate in its action. The little pieces of cloth are used in various ways for subduing the rattling sound which pieces of mechanism would be apt to produce, and which would interfere with the tones of the instrument. To such a degree of refinement is this carried, that small holes not above a twelfth or fifteenth of an inch in diameter are lined with cloth in order to give a smoothness to the motion of a wire which passes through the hole. The felt and the leather are principally employed as coverings for the hammers and dampers which come in contact with the wires, and which are thus covered to give mellowness to the tone. If a stretched wire be struck by a piece of wood or of metal, two sounds are heard—one due to the vibration of the wire itself, and the other to the blow which the striking substance gives: to get rid of this latter sound is the object of leathering and felting the hammers. The felt used for this purpose at
Messrs. Broadwood's, and which is a beautifully soft white substance about a
fourth or fifth of an inch thick, is said to be made from the wool of sheep
reared on Prince Esterhazy's estate in Hungary, the quality of this wool
having been found admirably adapted, from its softness, for this purpose.
This is not the least remarkable of the instances which show how
manufactures, when left to regulate themselves, set distance at defiance,
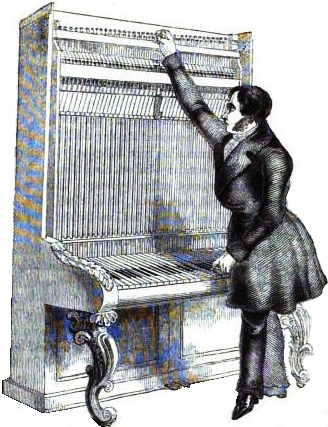
and draw together commodities from all quarters. It will of course be understood that in such a case the two or three strings belonging to one note must be tuned in unison; and to effect this the strings are, as may be supposed, of equal lengths and thicknesses. The object then is to bring them to an equal degree of tension, by which the tones may be of the same pitch. The persons employed at this avocation are such as are able, from accuracy of .ear, to determine musical intervals with much precision. In Fig. 4 the 'cabinet' pianoforte is
represented as undergoing the process of tuning. We may here remark that the
' regulation' involves something more than the determination of the musical
intervale between the «everal tones: it relates also to the easy and proper
action of the keys, and the general fitness of all the parts for the office
which they are to serve. These pedals serve two totally distinct offices, one of which relates to all kinds of pianofortes, and the other to those only which are provided with three strings to every note. The first govern the 'damper', and their use may be thus explained. In order that the harmonies in a piece of music may produce their due effect, it is necessary that the preceding notes should not continue to sound long after the keys have been struck, else discord may usurp the place of harmony. For instance, if the note C were sounded, and the next note of the piece of music were D, the continued sounding of the C after the D has been struck would give the discordant interval of a second, which the ear cannot tolerate, except as a foil to more perfect intervals. Hence mechanism is provided, whereby a soft hammer or ' damper' is made to fall on the vibrating string directly the finger is removed from the key, and this damping smothers the note by stopping the vibrations. As, however, it is desirable in some pieces of music to have the full effect of the vibrating strings after the fingers are removed from the keys, the player is enabled, by pressing his foot on a pedal, to remove all the * dampers' from the strings, with which they do not again come in contact until the pedal is released. In some of the older square pianofortes this adjustment is made by means of a handle situated near the left hand of the player; but we believe that in all the modern instruments a pedal affords the requisite leverage. The other kind of pedal, used only in grand pianofortes, is employed for the purpose of removing one out of every three strings from the action of the hammers. If three strings were struck by a hammer every time that the key belonging to that hammer is played upon, the player could not obtain the piano passages which add so much to the grace and effect of music. There is, therefore, a provision for lessening the quantity of sound — for such is in reality the operation — by lessening the number of strings struck by each hammer. This is effected by shifting the entire key-board to a small distance from its usual position, whereby each hammer clears one of the three strings, and only strikes the other two. The foot-pedal effects this shifting by
intermediate levers, and the player has thus the whole arrangement within
his power.
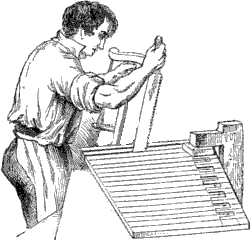
The device being marked on the board with chalk, the board is fixed vertically in a kind of vice, and, as represented in Fig. 5, is sawn by means of an extremely fine and thin saw, which follows all the turnings and windings of the chalk-marks, penetrating to every angle, however acute, and severing the small pieces, the absence of which constitutes the pattern. The other ornamental features we must dismiss without any particular notice, as involving no principle but that which distinguishes common cabinet-work. We may, however, notice that the turned legs for the better kinds of instruments are produced by a beautiful lathe, the action of which is of a highly scientific order. An hexagonal or octagonal pattern is produced in a circular leg, by allowing the leg to remain stationary, and making the cutting tool revolve rapidly at such a distance from it as to cut away one-sixth or one-eighth of the surface. The cutting tool has at the
same time a motion backward and forward in the direction of the length of
the leg. The principle of action very much resembles that of the
wheel-cutting engine in the clock-factory. Before we follow them to this last depository, we will mention a circumstance which struck us during the visit to the factory at the Horseferry Road, and which is worthy of notice: we mean the precautions taken to prevent fire. Wherever large quantities of dry wood are used, such precautions are highly necessary; but we seldom remember to have seen them carried out on such a complete system. In many parts of the factory brick party-walls are carried from front to back, and across the opening which connects one department with another is a sliding iron door, carefully closed every night; so that the connection is entirely cut off from one to another. For the use of the workmen who have to melt glue, &c., there are about fifty large German stoves: these are each entirely surrounded by a high iron fender, which rests on stone or brick-work, separated by sheet lead from the wooden floor beneath; so that the heat from the stove is most effectually cut off from the floor beneath, and, being close stoves, no sparks can fly about. For the process of veneering, and others wherein an open fire is required, large fireplaces, about thirty in number, are provided: these are surrounded by and based on brick; and in the front of each is a heavy sliding iron door, working vertically in grooves and balanced by weights. The door can be lowered in an instant, whereby the fire is not only completely shut out from communication with the shop, but, being deprived of draught, must necessarily decline. Each fireplace is for the use of a certain number of men, all of whom take by turns the office of seeing that a bucket of water stands by the side of the fireplace, and of closing the iron door on leaving work. The superintending foreman visits all parts of the factory every evening after the men have left, and if any one of the sliding doors is seen open, the man whose turn it was to attend to it is subjected to a fine. If, notwithstanding these precautions,
a fire should break out, a fire-engine, a coil of leathern pipe, a plug
connected with the water-main, and other mechanism of a similar kind, are at
hand, and can be brought to bear upon any part of the factory at a few
minutes' notice. These are arrangements such as it would be well to adopt in
every wellordered factory. Before the great extension in the use of the pianoforte, the operations of the firm were wholly carried on in Pulteney Street and in a range of buildings extending from thence to Golden Square; but now, although there are here upwards of a hundred and fifty persons employed, the pianofortes are principally made at the factory which we have just left. The stock of instruments required to be kept on hand is so extremely large, that a wide range of ware-room is necessary. Almost every room in two large houses in Pulteney Street and one in Golden Square is occupied either in this way, or else by tuners who are giving the final regulation to the tones of the instruments: this adjustment cannot be effected in a large room where many are similarly employed, on account of the confusion of sound which would result; and there are therefore seldom more than two tuners in one room. Some of the apartments are storerooms for 'grand' pianofortes, some for 'cabinet,' some for 'cottage,' some for 'semi-grand,' some for 'square;' others are for second-hand instruments. A large range of workshops is principally occupied by workmen engaged in 'grands,' the internal mechanism of which is prepared here; others are repairing and adjusting stock pianofortes, many hundreds of which are kept ready for hire. On the ground-floor are ranges of
counting-houses and offices, for the cashier, clerks, collectors, &c.,
belonging to the establishment; in one of which we noticed a portrait, by
Hogarth, of the original proprietor of the establishment, a picture which
has probably occupied its present place for more than a century. Hence it happens that the same workmen are seen, year after year, occupying their old benches, using their old tools, coming to work and leaving work at the old hours, and seeming as if the old shop belonged to them and they to the shop. We noticed, not only that many of the workman in the factory are eldery men who have occupied their present situations twenty, thirthy, or fourty years, but that a kindly feeling prevailed among all, illustrative of mutual confidence between the employers and the employed. The Patriarche of the establishement is a venerable ci-devant foreman, not far from ninety years of age, who has seen out two or three generations of workman, and whose connection with the establishment dates back through a period of nearly sixty years. That such a man respected by the firm, and deemed almost part and parcel of it, need hardly be said." Days at the Factories: Or, The Manufacturing Industry of Great Britain, George Dodd, 1843, p. 387-408 - and - The Penny Magazine of the Society for the Diffusion of ..., 1842, p. 169
LA MANUFACTURE DE PIANOS DE MM. BROADWOOD A LONDRES.
On comprendra donc sans peine combien l'opinion publique s'émut lorsqu'au mois d'août 1856 cet établissement fut en grande partie détruit par un incendie. MM. Broadwood recurent de toutes parts les marques du plus vif intérêt ; et des sommes énormes leur furent offertes pour les mettre à même de parer aux éventualités autant que pour les indemniser de la perte considérable qu'ils venaient d'essuyer. L'immense fortune de MM. Broadwood leur a permis de n'accepter que les témoignages de la sympathie publique. L'argent était trop. L'Illustrated London News, du 4 décembre 1858, donne d'intéressants détails sur cette important manufacture qui a été reconstruite d'après des plans nouveaux et avec tous les perfectionnements de l'expérience. On est d'abord frappé de la grande étendu qu''occupent les batimens : à gauche, la nouvelle ligne d'ateliers, à droite, la partie qui a été épargnée par les flammes. Le nouveau batiment a 303 pieds 9 poures angais de long, sur 46 pieds de large. Une entrée commune partage l batiment et forme un corridor de 14 pieds de large de large sur 10 de haut. Dans ce corridor se trouvent l'escalier et deux poulies qui servent à monter les pianos et les matériaux dans les divers ateliers. On arrive ensuite à une autre pièce couverte en fer rayé, et servant de magasin aux bois de choix dont l'emploi a tant contribué à la renommée de la maison Broadwood. Près de ce magasin, l'atelier pour la colle qui, à elle seule, constitue une dépense annuelle de 2000 livres sterling (50 mille francs). La vapeur, qui sert à faire fondre la colle, est fournie par la machine qui fait en même temps mouvoir, la scie, la machine à forer et le tour mécanique. A côté, l'appartement du contre-maître pour l'ajustement des bois. Au nord du batiment, les bureaux, ainsi que les ateliers d'emballage. Le batiment tout entier est chauffé par la vapeur, au moyen de plus de dix-mille tuyaux, dont l'un, vertical, monte à tous les étages. La partie sud comprend 16 ateliers, dans chacun desquels se trouve une chambre chauffée pour le collage, (nommée caulchest). La ventilation s'opère en laissant arriver l'air frais sous les fenêtres, tandis que l'air vicié s'échappe par quatre tuyaux placés dans chaque atelier, où un conduit reçoit les copeaux, que, chaque soir, on fait brûler dans les fourneaux. Sur la toiture est un réservoir, d'une contenance de six mille gallons d'eau (27 mille litres), qu'on remplit deux fois par jour et qui est garni de cinq serpentins assez longs pour arroser tous les points du batiment.
Comme surcroit de garantie contre un incendie, il y a au
dessus des bureaux un réservoir plus petit, et sous terre une citerne
contenant plus de dix mille gallons d'eau (45 mille litres), avec tous les
appareils de sauvetage. Qu'on se représente l'étendue des batiments percés
de plus de deux cents grandes fenêtres qui, lorsqu'elles sont éclairées au
gaz, offrent un aspect des plus féeriques. Les ingénieurs-constructeurs, MM.
Baker et Fielder, de Stangate, méritent des éloges sans réserve pour cette
imposante construction qui ne laisse rien à désirer.
C'est plus que tous les autres facteurs réunis. La
construction d'un grand piano à queue exige un espace trois fois plus étendu
que celui nécessaire à un pianobuffet, et il est extrêmement difficile de
trouver des ouvriers assez habiles pour un travail qui demande une aussi
grande perfection, et dans lequel il entre plus de cinq mille pièces de bois
et autres matériaux. Il faut en moyenne de six à huit mois pour construire
un piano à queue, tandis que trois mois suffisent amplement pour un
piano-buffet.
Ces opérations demandent une très-grande précision et des
connaissances mathématiques étendues. Viennent les ateliers des pointeurs,
des plinteurs (Plinting Shops) et des fronteurs (fronting Shops), puis
enfin, celui des finisseurs qui rassemblent toutes les différentes pièces de
l'instrument, de manière à ce qu'il n'ait plus qu'à être égalisé et accordé.
Il fut grand ami de Handel qui allait le voir souvent. On
conserve son portrait dans la maison de PulteneyStreet; y est représenté,
accordant le harpsicorde destiné à Frédéric Le Grand. Cet instrument se
trouve encore, si nous ne nous trompons, au palais royal de Postdam; celui
que posséda Handel est également chez MM. Broadwood. Cette combinaison, qui leur a permis de reconnaître ainsi de longs services rendus et des capacités éprouvées, a amené les résultats les plus satisfaisants pour les parties intéressées." Le guide musical: Revue hebdomadaire des nouvelles musicales de la Belgique ..., 03/03/1859, p. 25
BROADWOOD
Click on the links above.
For references see page
|
||||||